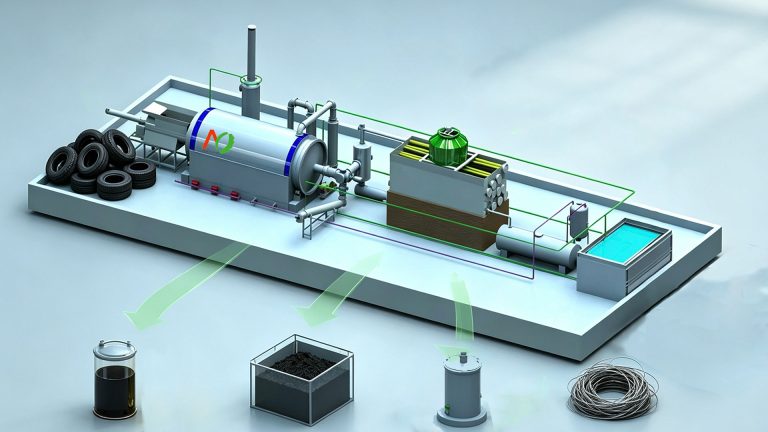
Pyrolysis technology holds the key to solving the challenge of tire pollution. Among the various methods for handling waste tires, tyre recycling pyrolysis is widely recognized as one of the most effective disposal solutions. Mingjie Tyre Pyrolysis Plant utilizes this technology to convert waste tires into valuable products: pyrolysis oil, combustible gas, solid carbon black, and steel wire.
Tyre Recycling Pyrolysis involves heating waste tires to a specific temperature in an oxygen-deficient environment, causing the molecular structures of the polymers within the raw material to undergo varying degrees of bond-breaking reactions. The tyre pyrolysis process typically entails reactions, such as dehydration, cracking, isomerization, dehydrogenation, aromatization, and condensation.

Classification of Tyre Recycling Pyrolysis Technologies
Based on differences in reaction conditions, tyre recycling pyrolysis technologies can be categorized into slow pyrolysis, fast pyrolysis, catalytic pyrolysis, vacuum pyrolysis, pressurized pyrolysis, microwave pyrolysis, plasma pyrolysis, hydro-pyrolysis, and co-pyrolysis.
Slow Pyrolysis
Slow pyrolysis involves the gradual decomposition of materials under conditions of slow heating. At low heating rates, organic matter decomposes slowly, and the resulting carbon black and volatiles remain in the reactor for a relatively long time. The lower the heating rate, the more frequent the secondary conversion reactions of primary products become. This results in a higher yield of char, tar, and thermally stable products.
Consequently, the slow pyrolysis process is also referred to as carbonization. Our biomass carbonization plant utilizes slow pyrolysis, primarily for the production of biochar.

Rapid Pyrolysis
Rapid pyrolysis involves a high heating rate. In practical production, to ensure the material undergoes sufficient pyrolysis, the particle size of the feedstock must be smaller than that used in slow pyrolysis. Under rapid heating conditions, the residence time of pyrolysis-generated volatiles in the high-temperature zone is shorter, which favors the formation of liquid products. At high temperatures, high-molecular-weight tars within the primary products decompose further into low-molecular-weight hydrocarbons.
Therefore, the objective of rapid pyrolysis is to obtain liquid fuels and chemical feedstocks with high calorific values.
Catalytic Pyrolysis
Catalytic pyrolysis refers to the process of thermally decomposing material in the presence of a catalyst.
Vacuum Pyrolysis
Vacuum pyrolysis primarily utilizes a vacuum environment to create negative pressure within the pyrolysis reactor. Volatile components generated during the pyrolysis of solid waste are more easily released and discharged from the reactor under negative pressure. Compared to conventional pyrolysis environments, vacuum pyrolysis allows for control over the residence time of volatile components within the reactor, modulation of the extent of secondary reactions between products, and optimization of the structure of the tyre recycling pyrolysis products.

Furthermore, vacuum conditions can lower the temperature required for tyre recycling pyrolysis, thereby reducing the high-temperature resistance requirements for equipment materials. Additionally, the residual volatile content in the carbon black obtained from vacuum pyrolysis is lower.
Ressurized Pyrolysis
Pressurized pyrolysis involves incorporating a pressure-balancing mechanism into the pyrolysis system, resulting in an internal reactor pressure that exceeds the ambient pressure. This high-pressure environment inhibits the movement of pyrolysis products, preventing volatile components from promptly escaping the pyrolytic char. Consequently, the residence time of volatile components within the reactor is extended, intensifying secondary reactions among the products.
Microwave Pyrolysis
Certain materials can absorb microwaves and convert them into thermal energy—a property that can be utilized for the pyrolysis of waste tires. Microwave pyrolysis of tires is characterized by high processing efficiency and high selectivity regarding pyrolysis oil components (particularly limonene).
Furthermore, this heating method allows for the uniform distribution of heat throughout the material. Microwave pyrolysis technology is well-suited for materials with low thermal conductivity, such as waste tires. The carbon black present in tires enhances the transfer of microwave energy to the rubber, thereby promoting the rubber’s decomposition.

Plasma Pyrolysis
Plasma represents a fourth state of matter—distinct from solids, liquids, and gases—consisting of positive and negative ions generated through atomic ionization. Plasma pyrolysis technology offers numerous advantages, including compact equipment size, rapid heating rates, and the ability to quickly break down substances into small molecules.
Hydrocracking
Hydrocracking technology enables the long-chain hydrocarbons found in tire pyrolysis products to break down, thereby generating a higher proportion of saturated hydrocarbons. This process is widely utilized in petroleum refining.
Hydrocracking primarily influences the composition and quality of liquid and gaseous products, while having a minimal impact on the yield and properties of the solid char residue. Compared to the direct pyrolysis of waste tires, hydrocracking reduces energy consumption and suppresses secondary polycondensation and polymerization reactions involving the oil. This facilitates an increase in pyrolysis oil yield and a reduction in tar formation.

Co-pyrolysis
Co-pyrolysis involves the simultaneous thermal decomposition of two or more types of feedstock. Examples include the synergistic co-pyrolysis of waste tires with materials such as coal, plastics, and biomass. This technique leverages the complementary properties of the different materials during the pyrolysis process to generate synergistic effects and enhance the quality of the resulting products.
The primary objective of co-pyrolysis is to improve both the yield and quality of liquid-phase products. Waste plastics, which are rich in hydrogen, can serve as hydrogen donors to boost the yield of tire pyrolysis oil.
Tyre Pyrolysis Plant for Sale
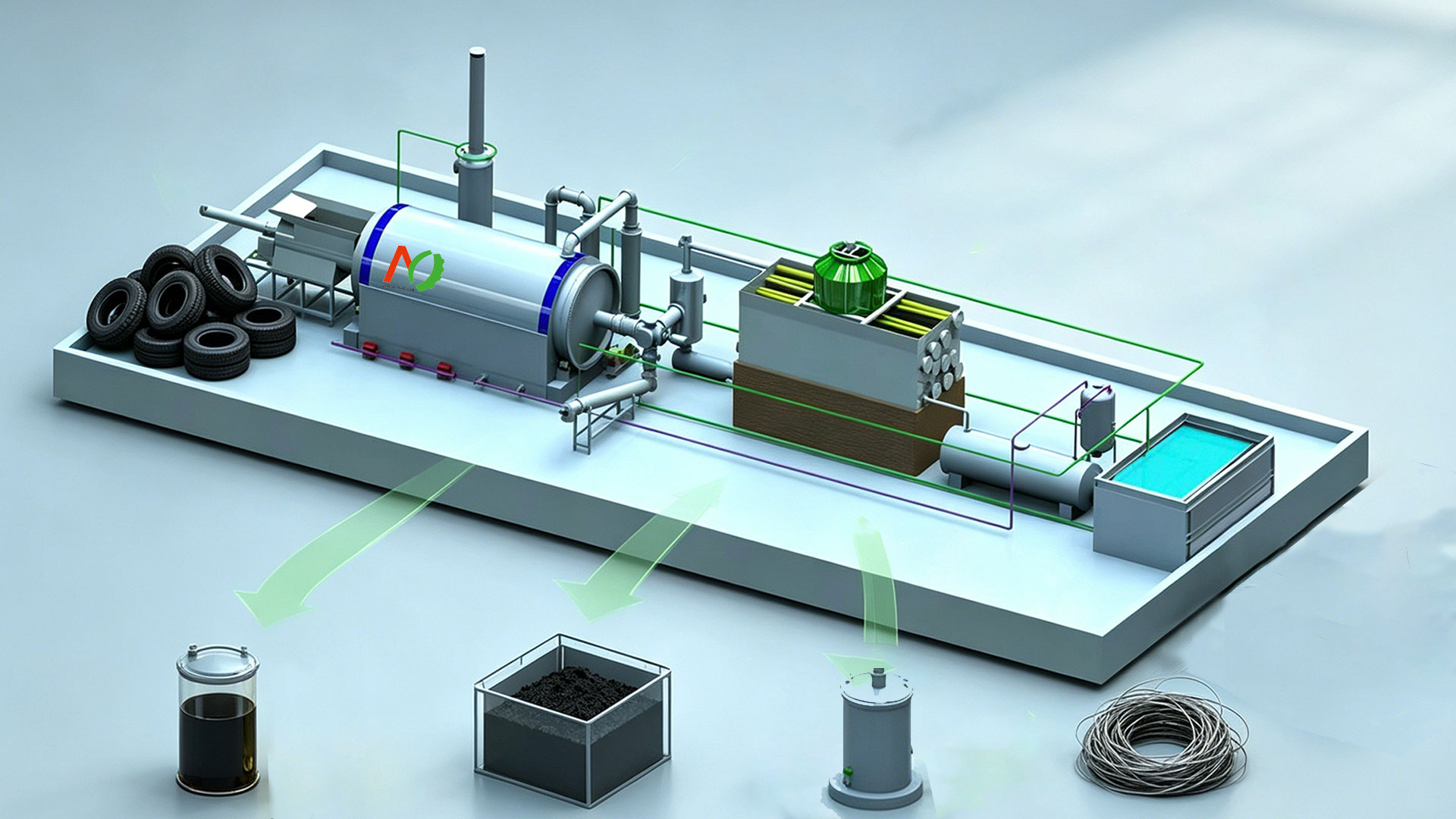
The tyre pyrolysis plant is an eco-friendly facility designed to carry out the tire recycling pyrolysis process. Mingjie Group provides skid-mounted, batch, semi-continuous, and fully continuous pyrolysis equipment for waste tyre recycling pyrolysis projects of various scales.



Our semi-continuous pyrolysis equipment is highly favored by customers due to its distinct technical advantages:
- Greater Stability: Enables 24-hour continuous production with no need to shut down the reactor, ensuring high output.
- Greater Cost-Efficiency: Automated feeding and discharging systems result in minimal labor costs.
- Enhanced Safety: Features multiple protection systems against explosions, flashback, and overpressure.
- Greater Durability: Constructed from specialized, corrosion-resistant materials designed for long-term, high-temperature operation
- Superior Environmental Performance: Tail gas is recovered and utilized, ensuring emissions consistently meet regulatory standards.
The entire tyre recycling pyrolysis process—from feeding and pyrolysis to oil condensation, tail gas treatment, and carbon black discharge—features mature technology and fully automated, closed-loop control.