Carbon sequestration transforms modern industrial operations and effectively mitigates rising greenhouse gas levels. A high-efficiency biomass carbonization plant serves as a vital tool for this critical mission. Mingjie Group offers advanced technology for large-scale waste conversion across various global sectors. This specialized equipment turns biomass waste into renewable energy and high-value biochar.
Every industrial player seeks sustainable waste management solutions for the modern green economy. Our systems create a closed loop for carbon management and resource recovery. This technology ensures long-term environmental and economic stability for global enterprises. Technical innovation drives the success of these industrial carbon sequestration projects. Professional engineering teams provide the necessary tools for significant carbon reduction results. The biomass carbonization plant remains a cornerstone of modern environmental protection strategies.

The Mechanics of a Biomass Carbonization Plant
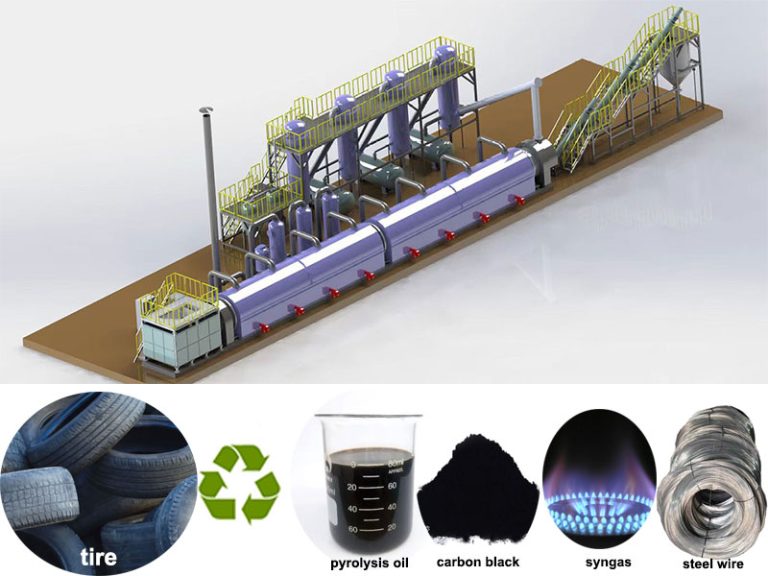
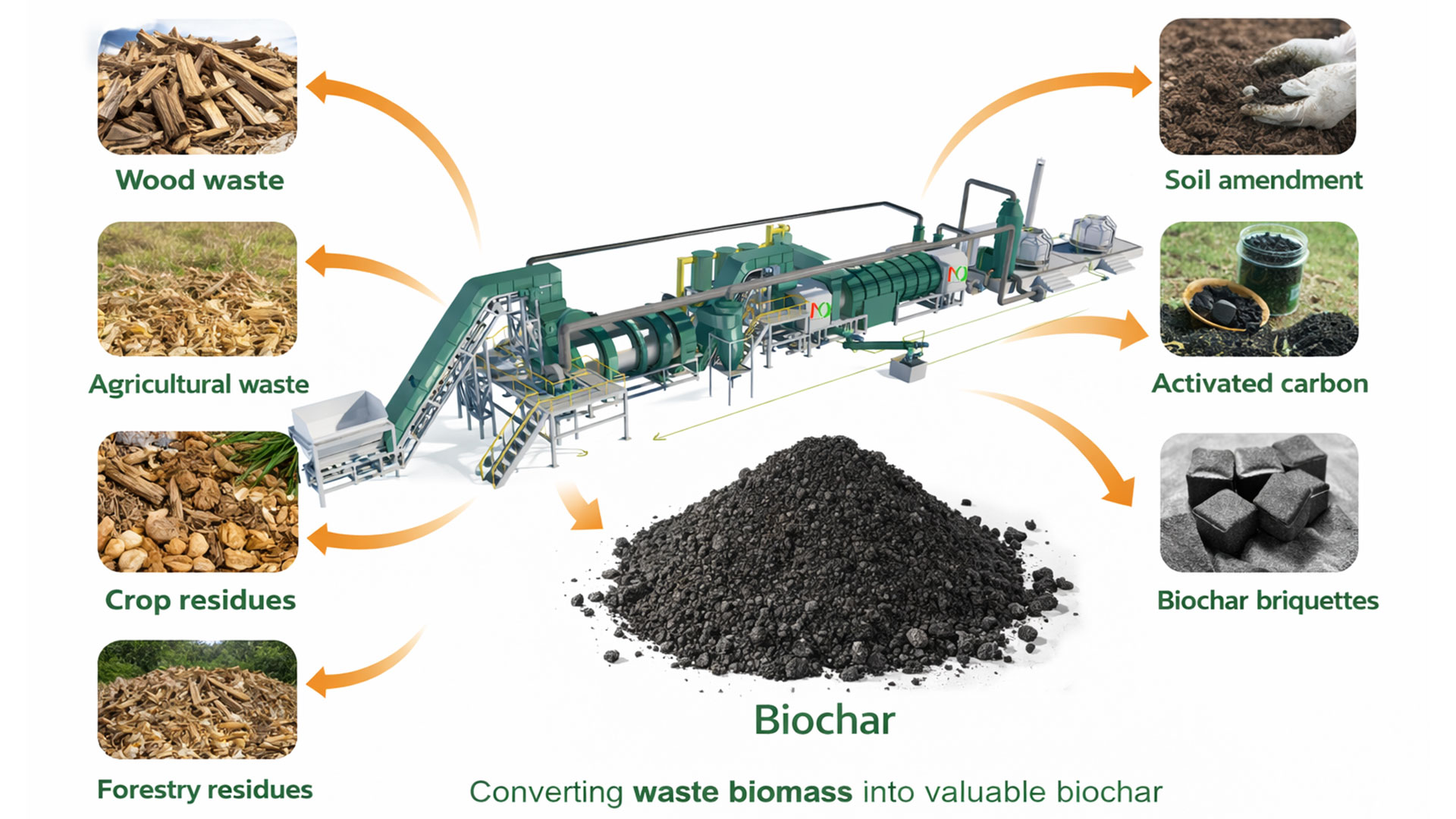
A biomass carbonization plant uses a specialized thermal process to manage industrial waste. It converts organic materials like wood chips and straw into stable biochar. Sawdust and coconut shells also serve as excellent raw materials for this conversion. The technology operates under low-oxygen and high-temperature conditions to ensure safety. Experts call this specific thermal decomposition method the pyrolysis process.
The reactor reaches temperatures near 420 degrees Celsius to break down organic fibers. This high heat triggers the chemical transformation of the raw biomass material. The Fully Automatic Wood Charcoal Manufacturing Machine drives this industrial operation. It requires seamless integration with heavy-duty shredders and industrial drying systems. These components prepare the raw material for optimal carbonization efficiency during use. This biomass carbonization plant delivers consistent results for large-scale producers.
The internal reactor design focuses on maximum heat transfer and material agitation. This ensures that every piece of biomass undergoes complete and uniform carbonization. The biomass carbonization plant utilizes high-grade materials to withstand extreme thermal stress. Sophisticated sensors monitor the temperature and pressure inside the main furnace constantly. This data allows operators to maintain the perfect environment for biochar production. Proper thermal management prevents the formation of undesirable byproducts during the process. The system captures the energy released from the biomass fibers efficiently. This design reflects years of intensive research and development in thermal engineering. Every biomass carbonization plant from Mingjie Group follows these strict mechanical principles. Technical excellence ensures the long-term reliability of the entire conversion system.
Achieving 24-Hour Continuous Operation
The biomass carbonization plant operates with a fully automatic method for maximum productivity. This design allows for continuous feeding and discharging over a 24-hour period. Operators do not need to stop the machine for material loading tasks. The system discharges carbon black at high temperatures without any delay. Standard batch reactors require long cooling periods before workers discharge the material.
These older systems must cool to 40 degrees Celsius before safe handling. This biomass carbonization plant eliminates that unproductive idle time completely. A water-cooled automatic slag discharge system manages the hot residue safely. This technology prevents the formation of fly ash during the entire operation. Continuous movement maximizes the total daily output for large-scale industrial projects. Efficiency remains high throughout the entire day and night cycle consistently.
The ability to maintain a constant thermal state improves energy efficiency significantly. The biomass carbonization plant does not waste energy on repeated heating and cooling. This steady-state operation reduces the mechanical stress on the reactor metal. It also ensures a more uniform quality for the finished biochar product. Continuous systems process significantly more material than batch alternatives of similar size. Large enterprises rely on this consistency to meet their production targets.
The biomass carbonization plant utilizes a sealed environment to prevent oxygen ingress. This oxygen-deficient atmosphere is essential for high-quality biochar and syngas recovery. Modern control systems automate the entire flow of material through the plant. This reduces the need for constant manual intervention by the facility staff. The biomass carbonization plant represents the peak of industrial automation in waste management.
Feedstock Versatility for Large-Scale Production
Large-scale production requires a reliable biomass carbonization plant for diverse organic wastes. This equipment processes bamboo, rice husks, and sawdust into stable biochar. It also handles coffee shells, nut shells, and palm shells with high efficiency. Sewage sludge and agricultural straw also work well within this versatile system. Feedstock must meet specific size and moisture requirements for optimal performance.
Fully automatic units require material sizes greater than 20mm for industrial processing. Moisture content should remain between 15 percent and 65 percent for results. A biomass carbonization plant meets the high-volume needs of modern global enterprises. It easily handles between 30 and 50 tons of material every day. This capacity supports the goals of large industrial waste management programs. Producers gain consistent output by following these simple technical guidelines.
The diversity of acceptable materials allows for year-round operation regardless of season. A biomass carbonization plant can switch between different agricultural wastes with ease. This flexibility protects the owner from supply chain disruptions in one feedstock. Forestry waste and furniture factory scraps also provide excellent sources of carbon. The biomass carbonization plant processes these materials into a uniform carbon product.
This uniformity is critical for the secondary market sale of biochar. High-capacity dryers prepare wet materials like sewage sludge for the main reactor. Crushing systems reduce oversized wood logs into the perfect size for carbonization. Every stage of material preparation links directly to the biomass carbonization plant throughput. This integrated approach ensures that no waste material goes to a landfill. It maximizes the resource recovery potential for every industrial site.
Generating High-Value Biochar for Carbon Credits
High-value biochar production supports global carbon sequestration efforts very effectively. A biomass carbonization plant locks atmospheric carbon into a stable solid form. This process significantly reduces greenhouse gas emissions from rotting organic waste. Biochar functions as an excellent soil conditioner for sustainable modern agriculture. It also acts as a stable carrier for various industrial fertilizers.
These applications support circular economy goals within the competitive private sector. The biomass carbonization plant provides the high volume required for carbon credits. Biochar remains stable in the soil for hundreds or thousands of years. This permanence makes it a premium asset in the carbon offset market. Large-scale sequestration helps companies offset their total carbon footprint quite easily. The biomass carbonization plant creates a measurable and verifiable impact on climate change.

Continuous production generates enough biochar for significant financial credit accumulation. Investors use this data to prove their commitment to global sustainability goals. The biomass carbonization plant facilitates the transition to a carbon-neutral industrial model. Each ton of biochar produced represents several tons of avoided CO2 emissions. This creates a bridge between environmental health and corporate profitability.
Businesses achieve their sustainability targets while producing a marketable and useful product. The biomass carbonization plant yields a product with high fixed carbon content. This purity increases the value of the credits earned by the facility. Modern markets demand high-quality offsets with clear and transparent production data. The biomass carbonization plant delivers this data through its automated monitoring systems. It turns a waste disposal problem into a valuable environmental asset.
Emission Control and Environmental Safety
Environmental safety remains a top priority for every biomass carbonization plant. The system utilizes unique flue gas treatment for advanced air purification. These emission purification systems remove harmful pollutants from the exhaust stream. Pyrolysis processes waste much cleaner than traditional industrial incineration methods. Traditional burning creates high levels of dioxins and nitrogen oxides. The pyrolysis reactor produces far less of these dangerous chemical compounds. Sulfur dioxide emissions also drop significantly compared to burning biomass waste. The biomass carbonization plant ensures a clean operating environment for the staff. It captures syngas for energy instead of releasing it into the atmosphere. This approach protects local air quality and meets strict international standards. Technical excellence prevents environmental pollution during large-scale carbonization operations.
The biomass carbonization plant produces syngas with a higher energy density than gasification. This gas moves through a multi-stage cleaning process to remove impurities. It then returns to the furnace to provide heat for the reactor. This internal recycling creates a highly efficient energy loop for the facility. The biomass carbonization plant operates with almost no external fuel after startup. This self-sustaining nature reduces the overall carbon footprint of the plant.
Emission control systems also capture wood vinegar and tar during the process. These byproducts have their own industrial applications and market value. The biomass carbonization plant leaves no secondary waste behind during its operation. Every component of the flue gas treatment system meets CE and ISO standards. This ensures that the plant remains compliant with local environmental regulations worldwide.
Economic Benefits of the Biomass Carbonization Plant
Investors gain significant economic benefits from a biomass carbonization plant. Selling high-quality biochar provides a steady and reliable stream of income. The system also captures energy from syngas during the carbonization process. This byproduct has a very high calorific value for industrial heating. Facilities use this clean fuel for their internal heating and power needs. It reduces the dependence on expensive external oil or natural gas.
The biomass carbonization plant offers high returns on the initial capital investment. It solves environmental problems while generating substantial secondary profits for owners. Enterprises turn their waste disposal costs into a new revenue source. They also upgrade low-value oils into high-grade non-standard diesel products. This further increases the total return on investment for the facility.
The biomass carbonization plant provides a hedge against rising energy costs. By generating its own fuel, the plant remains profitable in volatile markets. Local governments often provide subsidies for companies that reduce landfill waste. This adds another layer of financial incentive for the biomass carbonization plant owner.
The high demand for biochar in agriculture ensures a liquid market. Large-scale operations benefit from the economies of scale in logistics. A biomass carbonization plant produces a high-density product that is easy to transport. This reduces the cost of getting the product to the final customer. Biochar can also be further processed into high-value activated carbon. This opens up markets in water filtration and air purification sectors. The biomass carbonization plant is a versatile engine of industrial wealth creation.
Engineering Excellence by Mingjie Group
Mingjie Group demonstrates engineering excellence in every biomass carbonization plant they build. The company operates a massive 12,000 square meter CNC manufacturing workshop. Precision CNC equipment ensures that every component fits with extreme accuracy. Their master manufacturers possess over 20 years of specific technical experience. Every biomass carbonization plant carries official CE and ISO quality certifications. This ensures compliance with strict international quality and safety standards. Their research team includes senior engineers and global environmental technology experts. Mingjie Group has implemented successful projects in over 30 different countries. They provide customized environmental solutions to more than 200 customers worldwide. Technical authority defines their prominent role in the global pyrolysis market.
The biomass carbonization plant benefits from constant technological innovation and testing. Our engineers focus on improving the durability of the reactor core. We use advanced alloys that resist thermal oxidation and corrosion. This extends the service life of the biomass carbonization plant significantly. The research team also works on optimizing the heat recovery systems. This increases the total energy efficiency of the industrial carbonization process.
Clients receive comprehensive technical support and training for their operational staff. This ensures that the biomass carbonization plant reaches its full production potential. We provide technically and commercially proven machinery for the global market. Our reputation stands on the success of these large-scale environmental projects. Investors trust Mingjie for reliable and durable pyrolysis system machines.
Operational Maintenance for Longevity
Proper maintenance ensures the long-term longevity of a biomass carbonization plant. Engineers recommend stopping the machine twice a month for waste materials. This schedule maintains the high efficiency of the biomass carbonization plant. Maintenance teams check the lubricant levels in all moving parts regularly. They also clean the wearing parts to prevent unnecessary mechanical friction. This work keeps the 24-hour cycle running at peak performance levels. Regular inspections protect the long-term investment for the industrial enterprise. Cleaning tasks prevent carbon buildup from blocking the automatic discharge valves. Every biomass carbonization plant requires this systematic approach for maximum durability. Consistent care leads to higher productivity for the entire recycling facility.
Operators must monitor the water-cooling system for any signs of scaling. Clean water ensures that the high-temperature discharge remains safe and efficient. The biomass carbonization plant relies on these cooling systems for its continuous operation. Technicians also inspect the seals on the reactor to prevent air leaks. Maintaining an airtight environment is critical for safety and product quality.
The biomass carbonization plant includes built-in diagnostic tools for the maintenance team. These tools help identify potential issues before they cause unplanned downtime. A well-maintained plant can operate for many years with minimal major repairs. Mingjie Group provides a comprehensive maintenance manual with every biomass carbonization plant. We also offer a 12-month guarantee to ensure customer satisfaction. Proper maintenance secures the future of the circular economy project.
Conclusion and Future Outlook
Advanced pyrolysis technology represents the future of sustainable global industrial development. A biomass carbonization plant enables large-scale resource recovery and high profit. It transforms low-value waste into high-value energy and biochar products. This technology supports global efforts to reach carbon neutrality goals quickly.
The biomass carbonization plant remains a critical tool for modern industrial players. It provides a clear path to a cleaner and greener future. Scalable solutions help businesses manage waste while earning valuable carbon credits. Continuous operation ensures that environmental progress never stops during the day. This machine offers a reliable way to achieve global sustainability targets. Enterprises can now manage waste with high technical efficiency and reliability. Resource recovery through carbonization secures the future of the circular economy.
The biomass carbonization plant will continue to evolve with new digital monitoring tools. Future systems will offer even higher levels of automation and energy recovery. This will further reduce the operational costs for large-scale carbon projects. Global demand for biochar will likely grow as soil health becomes more critical. A biomass carbonization plant is the only way to meet this growing demand. It offers a permanent solution for carbon storage in a warming world.
Industrial leaders who invest now will lead the market in the future. They will possess the technology needed to navigate a carbon-constrained economy. Mingjie Group remains committed to supporting these leaders with superior engineering solutions. The journey toward a sustainable planet requires these advanced technical tools. Every biomass carbonization plant contributes to this vital global transformation.
A high-performance biomass carbonization plant enables enterprises to achieve 24-hour operation for large-scale carbon credits.