
Pyrolysis technology, as an advanced end of life tyre recycling solution, can yield tyre pyrolysis oil (TPO), carbon black, steel wire, and syngas. Tyre pyrolysis oil and recovered carbon black are currently the main focus of market development. They can be used as raw materials in the rubber and chemical industries, re-entering the production cycle.
End of life tyre pyrolysis is a relatively advanced technology for waste tyre disposal. Pyrolysis plants heat waste tyres in an oxygen-deficient or oxygen-free environment (300-600°C), causing thermochemical decomposition to obtain higher-value products.

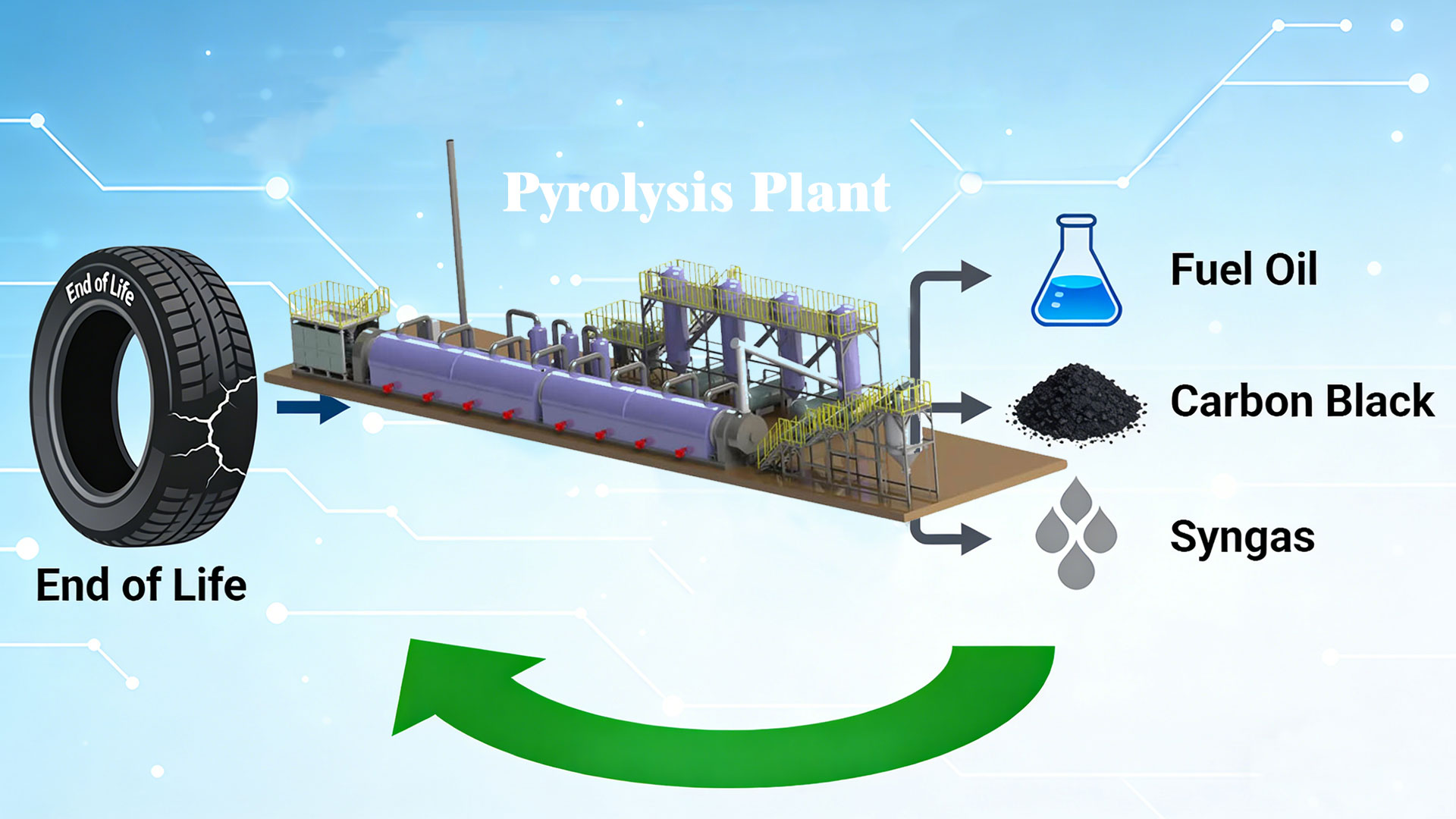
End of Life Tyre Recycling in Pyrolysis Plant
During the end of life tyre recycling pyrolysis process, high temperatures break the chemical bonds of organic molecules, forming smaller molecules.
Waste tyres continuously tumble and move forward in the pyrolysis reactor, receiving sufficient heat and decomposing into oil and gas, carbon black, and non-combustible exhaust gas.
The oil and gas produced by tyre pyrolysis plant are condensed into liquid pyrolysis oil through a condensation device and stored in oil tanks after cooling. The remaining non-condensable gas is exhaust gas, which, after treatment by exhaust gas purification equipment, can be used as fuel to supply the reactor for combustion.
The carbon black from tyre pyrolysis is collected directly or further processed using a water-cooled slag removal method. The flue gas generated from tyre pyrolysis needs to be treated to remove pollutants, such as sulfur, nitrogen oxides, and particulate matter.


End of Life Tyre Pyrolysis Industry
According to assessments by the European Union’s Joint Research Centre (JRC), ELT (End of Life Tyre) pyrolysis can reduce CO₂ emissions by 1050 kg per ton and save 44,800 MJ of fossil energy. Pyrolysis of waste tyre is recognized as an “environmentally sound management” (ESM) technology, offering significant carbon reduction and resource recycling benefits.
The global end of life tyre pyrolysis industry is in a rapid development phase. Currently, there are 124 pyrolysis plants operating globally, processing approximately 4.48 million tons of ELT annually. This yields approximately 1.67 million tons of pyrolysis oil (TPO) and 179,000 tons of recycled carbon black (rCB).
In terms of regional distribution, the Asia-Pacific region (APAC) has the largest processing capacity, Europe is experiencing the fastest growth, and North America is relatively lagging behind. European processing volume is expected to increase from 224,000 tons to 1.037 million tons, a nearly fivefold increase.
Tyre Pyrolysis Products Market
With increasing global attention to sustainable development and the circular economy, the market share of tyre pyrolysis products is expanding rapidly.

Tyre pyrolysis oil can be used as a clean fuel for industrial boilers, cement kilns, and power plants. At the same time, it serves as a petrochemical feedstock, further reducing reliance on traditional fossil fuels.
Recovered carbon black, as a green alternative, is becoming increasingly important across various industries. It can replace virgin carbon black, thereby reducing carbon emissions and energy consumption during the production process.
Pyrolysis Oil (TPO) Product
Currently, most TPO is used in local fuel markets, with only a small amount entering the refining and chemical industries. In the future, as refineries increase their demand for renewable feedstocks, the market for TPO will expand significantly.
UK RTFO policy: Provides an environmental premium of $600–1000 per ton for ISCC-certified TPO, becoming a major price driver in the European market.
US RFS policy: Has not yet explicitly included TPO in the renewable fuels category, resulting in slow market development.
EU RED III: Expected to drive demand for renewable fuels and materials, further boosting the TPO and rCB markets.

Recycled Carbon Black (rCB) Product
Currently, only about 15% of carbon black is processed into finished rCB products, and even less is used in tyre manufacturing. In the future, with the advancement of standardization and tyre manufacturers’ pursuit of sustainable materials, the demand for rCB will increase significantly.
ASTM is promoting the standardization of rCB classification, clearly defining quality grades. This will facilitate its widespread application in tyres, rubber products, plastics, inks, and other fields. Currently, rCB can replace 100% of virgin carbon black (vCB) in non-tyre rubber products, and 20%-60% in tyres.

