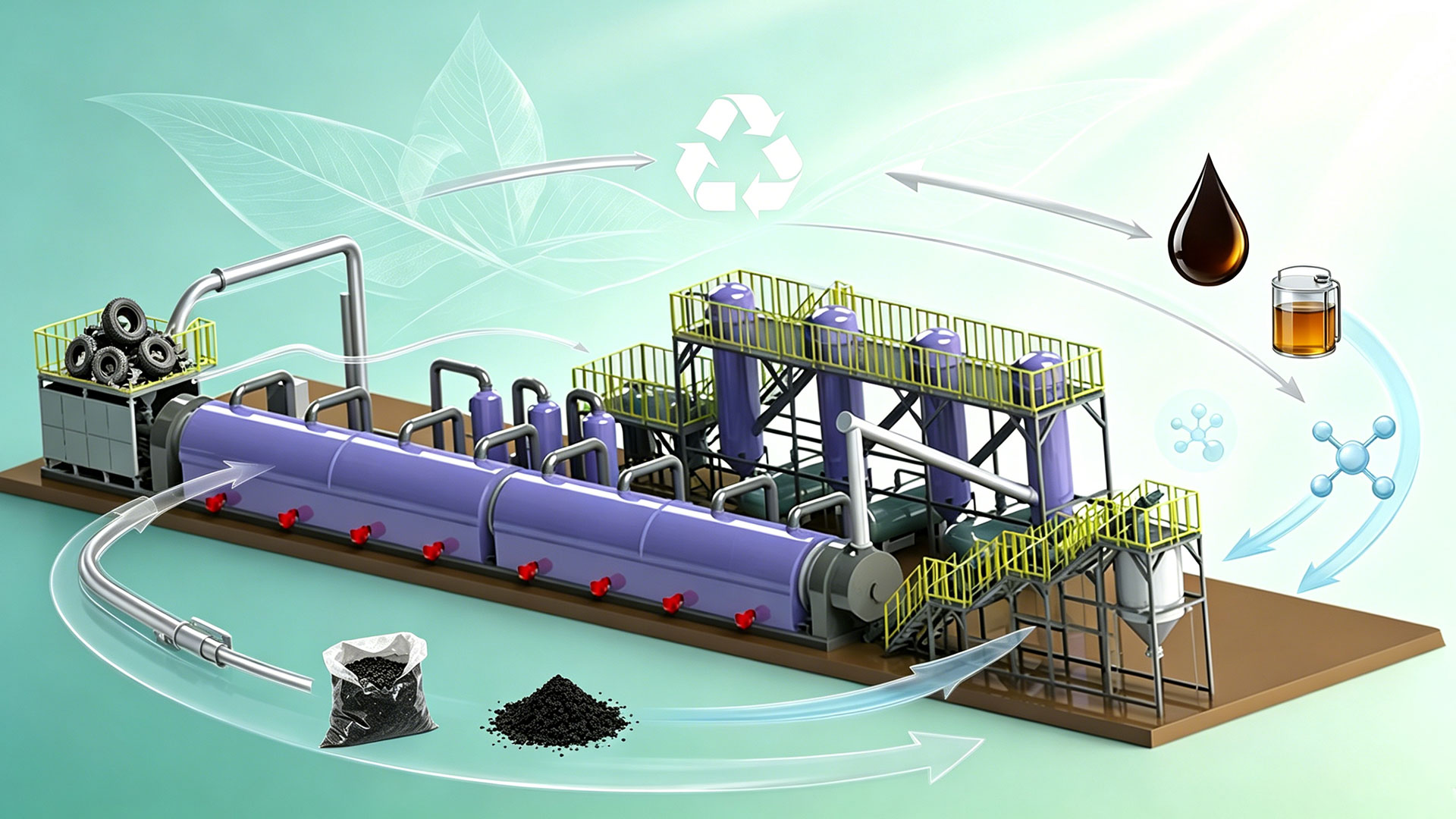
Mountain-high waste tires represent a significant environmental challenge for our modern industrial society. These massive scrap piles create fire hazards and harbor pests in many developing regions. Traditional disposal methods often fail to address the long-term ecological impact of rubber waste. Henan Mingjie Environmental Protection Equipment addresses this crisis through advanced thermal technology. The fully automatic pyrolysis system can reduce solid waste pollution and promote a green future. This mission focuses on transforming hazardous waste into valuable renewable energy sources. A closed-loop economy requires the complete recycling of discarded materials into new products.

The fully automatic tyre pyrolysis plant facilitates this transition by breaking down complex polymers into simple hydrocarbons. This process effectively eliminates waste while producing high-purity fuel oil for industrial use. Mingjie Group helps utility and industrial customers improve performance through these sustainable systems. Their machinery turns environmental problems into profitable opportunities for global investors. Every recycled tire contributes to a cleaner and more sustainable industrial landscape. Advanced engineers now view waste as a feedstock rather than a burden. This strategic perspective drives the development of high-capacity recycling systems worldwide.
Transitioning to Industrial-Scale Fully Automatic Pyrolysis
Many early recycling operations relied on manual batch processing for global waste management. Batch pyrolysis systems process materials in distinct cycles and require frequent cooling periods. These smaller units usually handle between 2 and 15 tons of material daily. However, modern industrial demands require a more robust and efficient solution. A fully automatic pyrolysis plant enables continuous operation without the need for frequent restarts. This high-capacity fully automatic pyrolysis plant processes 35-40 tons of tires every day. It can also handle 30 tons of plastic waste within the same 24-hour period. This shift to automation maximizes throughput for large-scale waste management projects.

The fully automatic pyrolysis plant represents the most advanced tier of recycling machinery today. It offers a significant upgrade over semi-continuous systems that process smaller volumes. Industrial players choose the fully automatic pyrolysis plant for its reliability and high productivity. This technology allows businesses to scale their operations to meet growing waste challenges. Engineers prefer these systems because they eliminate the inefficiencies of intermittent heating cycles. A fully automatic pyrolysis plant maintains steady thermal conditions for optimal fuel production.
Technical Foundations of 24-Hour Continuous Operation
Continuous production requires specific raw material preparation to ensure smooth equipment performance. A continuous pyrolysis plant requires rubber granules measuring between 5mm and 8mm. Operators must shred scrap tires and remove all steel wire before feeding the reactor. This preparation prevents mechanical blockages and improves the purity of the final output. The fully automatic pyrolysis plant utilizes a fully continuous feeding and discharging mechanism. This design allows the system to operate 24 hours a day without interruption. The entire process remains sealed from the feeding stage to the final discharge. A sealed environment ensures a clean workspace and prevents the escape of vapors.

The fully automatic pyrolysis plant maintains a stable internal temperature for consistent thermal decomposition. Continuous feeding systems eliminate the downtime associated with cooling and reloading the furnace. This around-the-clock workflow significantly reduces energy consumption per ton of waste processed. Reliable automation ensures that the plant meets high production targets every single day. Engineers design these systems to withstand the rigors of constant industrial use. Precision shredding remains the first step toward a successful continuous pyrolysis operation.
Efficient Thermal Decomposition and Slag Discharge
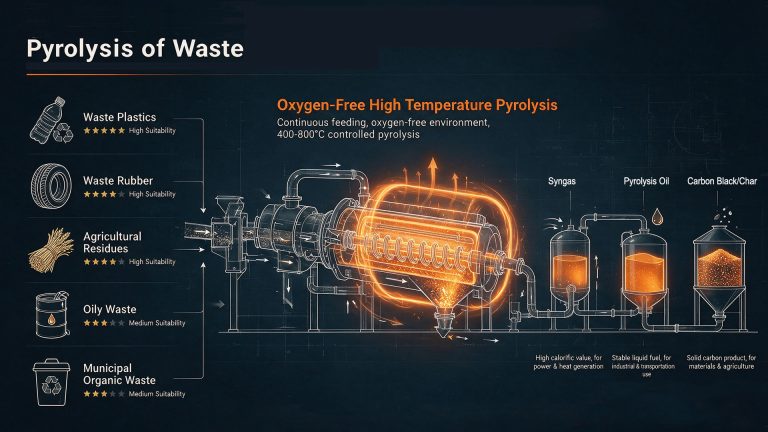
The core of the process involves low-oxygen, high-temperature pyrolysis inside a specialized reactor. This fully automatic pyrolysis plant creates an environment that breaks down organic materials efficiently. The system maintains temperatures around 420 degrees Celsius to optimize the vapor yield. A water-cooled automatic slag discharge system manages the solid by-products of the reaction. This mechanism allows the fully automatic pyrolysis plant to discharge carbon black at high temperatures. Operators do not need to wait for the reactor to cool before removing residues. This feature distinguishes the fully automatic pyrolysis plant from traditional batch equipment. The MJ-2 batch process requires four hours for cooling before carbon discharging begins.
A fully automatic pyrolysis plant avoids this delay and increases overall facility profit. The water-cooled system prevents the formation of fly ash during the discharge process. This ensures a clean operating environment for all staff members at the facility. High efficiency in slag removal leads to faster cycle times and increased profitability. The fully automatic pyrolysis plant uses a unique flue gas treatment system for safety. This engineering approach ensures the thermal decomposition process remains both safe and effective.

Recovering High-Value Products from Waste
The pyrolysis process yields three primary valuable outputs for the global market. These products include high-purity pyrolysis oil, industrial carbon black, and flammable syngas. A fully automatic pyrolysis plant generates pyrolysis oil that serves as a potent heating fuel. Industrial boilers and factories use this oil as a reliable energy source. The fully automatic pyrolysis plant also produces carbon black with multiple secondary applications. Companies press this material into briquettes for fuel or use it as a rubber fortifier.
The syngas produced during the reaction often powers the plant itself to save energy. Oil yields depend heavily on the type of raw material processed in the unit. Pure PE material can yield between 70% and 80% fuel oil during processing. This includes thin films, bottles, hand bags, and water pipes.
PP waste typically provides an oil yield of approximately 80% in this system. Operators find PP in ropes, furniture, woven bags, and car bumpers. A fully automatic pyrolysis plant also handles oil sludge and medical waste. This versatility allows the system to recover energy from diverse industrial waste streams. Municipal solid waste provides another high-value feedstock for these advanced machines. Proper pre-sorting removes inert materials like metal, glass, and stone before loading. This ensures the fully automatic pyrolysis plant performs at its maximum potential.
Refining Crude Pyrolysis Oil via Distillation
A pyrolysis oil distillation plant serves as the next logical step in the recycling chain. This equipment further separates and purifies the crude oil from the initial pyrolysis stage. The pyrolysis oil distillation plant transforms low-value waste oil into high-grade diesel or gasoline. This process also works for waste engine oil, transformer oil, and lubricating oil. The resulting bright non-standard diesel powers heavy-load, low-speed diesel engines effectively. Ships and large diesel generators can also utilize this refined light fraction oil.

Pyrolysis oil distillation removes impurities and pollutants to create a more versatile energy product. This refinery process adds significant value to the output of a fully automatic pyrolysis plant. It allows investors to access premium fuel markets and increase their overall returns. The distillation process also yields heavy oil that companies sell as asphalt. Alternatively, operators can return this heavy oil to the pyrolysis machine for further refining. The pyrolysis oil distillation plant bridges the gap between raw waste and high-purity fuel. Refining these oils reduces the global dependence on traditional petroleum and natural gas. This secondary processing step maximizes the economic potential of every recycled ton.
Environmental Superiority over Traditional Incineration
Pyrolysis offers a much cleaner alternative to the direct incineration of waste materials. The fully automatic pyrolysis plant produces significantly less dioxins, NOx, and SO2 than combustion. Because the process occurs in an oxygen-deficient environment, it avoids harmful smoke generation. A special emission purification system ensures that all released gases meet environmental standards. The fully automatic pyrolysis plant effectively reduces CO2 greenhouse gas emissions across the board. The gas products from this system contain more energy than syngas from traditional gasification.
Using a fully automatic pyrolysis plant helps industries achieve their sustainability targets. It provides a superior solution for managing municipal solid waste and hazardous oil sludge. This technology even processes complex materials like wind turbine blades and E-waste. Mingjie Group ensures that these systems protect local ecosystems from landfill dangers. Clean operations make the fully automatic pyrolysis plant suitable for many different industrial zones. Modern cities now prioritize these low-emission solutions for their waste management infrastructure. This technical superiority drives the global adoption of continuous pyrolysis technology.
Economic Feasibility and Project Longevity
Mingjie Group ensures the longevity of every fully automatic pyrolysis plant through rigorous manufacturing standards. Their factory features a 12,000 square meter CNC workshop for high-precision equipment production. Senior engineers with over 20 years of experience oversee the manufacturing of every unit. Every fully automatic pyrolysis plant comes with a comprehensive 12-month quality guarantee. Maintenance schedules involve a monthly check of all wearing parts and lubricants. This proactive approach ensures the fully automatic pyrolysis plant operates at peak performance. For continuous plastic processing, we suggest maintenance checks twice every month. The company has successfully implemented over 200 customized solutions in more than 30 countries.
High cost-effectiveness makes these plants attractive to both utility and industrial customers. Investors can expect high returns from the secondary sale of oil and carbon black. Proven technical solutions reduce the risks associated with large-scale environmental projects. The durability of the machinery ensures a long service life for every installation. High-quality manufacturing prevents the oxidation of the reactor and extends equipment life. Proper maintenance protects the capital investment of our global partners.
Engineering a Sustainable Future
The fully automatic pyrolysis plant represents a vital tool for modern environmental industrialization. It successfully turns problematic waste tires and plastics into high-purity fuel and energy. This technology supports the global transition toward a functional closed-loop economy. A fully automatic pyrolysis plant provides a scalable solution for cities and large industries. It addresses the urgent need for resource recovery and carbon emission reduction. Mingjie Group continues to innovate within the field of sustainable energy systems. Their equipment allows for the recovery of energy from bamboo, wood, and straw. Choosing a fully automatic pyrolysis plant demonstrates a commitment to long-term ecological health.
Environmental experts and investors should explore these proven technical solutions for their projects. Adopting this machinery ensures a cleaner future while generating significant economic value. The global market for these sustainable technologies continues to grow every year. Advanced pyrolysis remains the ultimate choice for professional waste-to-energy transformations. Our team stands ready to design the next generation of circular economy infrastructure. We invite you to join us in building a greener world through innovation. Together, we can solve the global waste crisis with superior engineering.