The management of high-density (HDPE) and low-density (LDPE) polyethylene waste remains a global priority. Landfills are reaching capacity due to the volume of hand bags and water pipes. Plastic waste pyrolysis system provides a strategic solution for large-scale plastic recycling. This technology transforms discarded polymers into fuel oil and renewable energy.Investors seeking sustainable assets often prioritize these chemical recycling systems. The process moves beyond traditional mechanical recycling by recovering energy at a molecular level.

Why PE Hand Bags and Water Pipes Are Ideal Feedstocks
Polyethylene materials like thin films and water pipes are premium feedstocks for pyrolysis. These materials are generally pure because they contain few inorganic additives or heavy fillers. A plastic pyrolysis plant capitalizes on this chemical purity to maximize oil output. HDPE water pipes and LDPE hand bags yield between 70% and 80% oil. This means 1000kg of pure PE can generate up to 800kg of fuel oil. Such high yields provide a clear competitive advantage for professional recycling operations. High-purity feedstock results in less residual waste and higher operational efficiency.
Core Technology of Plastic Waste Pyrolysis System
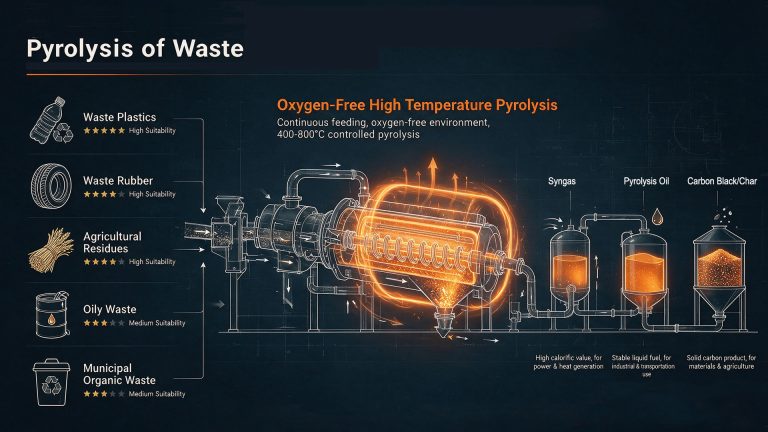
The plastic waste pyrolysis system utilizes thermal cracking within a strictly controlled, low-oxygen environment. The pyrolysis plant triggers the cleavage of long-chain polymer structures. High heat breaks these chains into shorter, valuable hydrocarbon molecules. The reaction reaches a critical peak temperature of approximately 420°C for polyethylene. This specific temperature range is vital for the optimal production of oil vapors. The technology avoids direct combustion, which preserves the energy value of the plastic. Vapors then pass through a cooling system to become high-purity liquid fuel.
Step-by-Step Processing of PE Materials
The plastic waste pyrolysis system follows a specific 24-hour operational cycle. This sequence processes two distinct batches of one ton each to maintain productivity. Feeding the first ton of PE waste into the reactor takes 20 minutes. The heating and pyrolysis phase requires approximately 4 to 5 hours of operation. Once the reaction ends, the system enters a 4-hour reactor cooling phase. Safely discharging the carbon black takes an additional 1 hour for the operator. The team then repeats this entire sequence for the second ton of waste.
The total processing time for these two batches reaches 20 hours every day. A plastic waste pyrolysis system can accept dirty materials without mandatory pre-washing. However, strategic operators know that washing plastic improves the final oil quality. This technology allows for flexible waste management while ensuring high energy recovery rates. Maintaining this rigorous batch schedule ensures the reactor operates at peak thermal performance. Consistent cycling also helps protect the integrity of the specialized steel reactor components. It allows for predictable daily output and easier labor management for the facility.


Choosing Between Batch and Continuous Systems
Investors choose equipment based on their specific processing goals and regional waste volumes. Batch pyrolysis plant serves small to medium operations processing 6-15 tons. These units offer lower initial costs and suit diverse material streams perfectly. They allow operators to process whole materials without extensive shredding or pre-treatment. This flexibility makes batch plastic waste pyrolysis systems popular for new entrants in the recycling market. They provide a reliable entry point for converting PE waste into profitable fuel.
Large-scale projects require the Semi-continuous or Fully Automatic pyrolysis plant models. These advanced systems handle up to 30 tons of plastic waste every day. A fully automatic pyrolysis plant operates continuously for 24 hours straight. However, these systems require feedstocks shredded to a size less than 5-8mm. Operators must shred PE bags and water pipes before feeding the automated reactor. This pre-processing enables continuous feeding and high-temperature slag discharge without cooling. Automated models maximize throughput and reduce the total labor required for daily operation.
Refining Pyrolysis Oil into High-Grade Diesel
The pyrolysis oil from plastic waste has high industrial value. Many clients upgrade this raw product using a secondary pyrolysis oil distillation plant. This machine separates impurities to create a bright, high-quality non-standard diesel fuel. This refined product is suitable for heavy-duty, low-speed diesel engines in industrial settings. Specific applications include powering cargo ships and large-scale industrial diesel generators. Distillation effectively removes pollutants and unwanted heavy fractions from the original pyrolysis oil. This step increases the market price and broadens the potential buyer base.
Pyrolysis Oil Distillation also produces a heavy oil residue that holds significant additional market value. Operators can sell this residue as asphalt for local road construction projects. Alternatively, you can return the heavy oil to the waste plastic pyrolysis plant. Re-processing this material ensures that every drop of waste becomes a useful product. This dual-stage approach maximizes the total profitability of the plastic recycling facility. Refining the oil creates a premium energy product that competes with traditional fuels. It represents a strategic investment in high-grade energy recovery from plastic waste.

Environmental Advantages and Emission Control
Chemical recycling through a waste plastic pyrolysis plant is cleaner than traditional incineration. The oxygen-deficient environment prevents the formation of toxic smoke during the thermal process. This technology produces significantly lower levels of dioxins, NOx, and SO2 emissions. Every waste plastic pyrolysis plant includes specialized flue gas treatment and purification systems. These systems clean all exhaust gases before they reach the external atmosphere. This process directly reduces the global reliance on expanding landfill sites. It also helps to lower total CO2 greenhouse gas emissions significantly.
Economic Returns for Investors
A waste plastic pyrolysis system provides high returns through various recovered industrial products. High-purity fuel oil remains the primary commodity recovered from PE waste materials. Carbon black is another valuable by-product with strong demand in secondary markets. Some industries use carbon black as a filler for rubber and plastic products. You can also press carbon black into briquettes for use as industrial fuel. The plastic waste pyrolysis system also generates a combustible syngas during the reaction. The system captures and reuses this gas to heat the reactor.
Internal gas reuse significantly lowers the total monthly fuel costs for the plant. High oil yields from PE bags and pipes ensure a fast recovery of capital. Many investors see their initial equipment costs covered within a short operating period. A plastic waste pyrolysis system turns a local waste burden into a revenue stream. This technology aligns financial profitability with global environmental sustainability goals. Recovering energy from plastic is more lucrative than simple disposal or landfilling. It transforms the recycling industry into a high-margin energy production sector.
Maintenance and Long-Term Reliability
Reliability depends on following a consistent maintenance schedule for the recycling equipment. We recommend stopping batch machines once a week to check all wearing parts. Operators should inspect seals and replenish lubricants to prevent unexpected mechanical failures. For every month of operation, schedule a full day for deep cleaning. This involves removing carbon deposits from the reactor and the cooling pipes. A waste plastic pyrolysis plant processing plastic needs maintenance twice every month. Proper care ensures the system achieves its full 12-month quality guarantee.
Mingjie Group provides comprehensive technical support for every solid waste pyrolysis project. Our CNC workshop ensures that every part meets strict ISO and CE standards. Our masters have over 20 years of experience in manufacturing durable recycling machinery. We resolve any quality-related issues during the warranty period at our own cost. This commitment to service protects your investment and ensures long-term operational success. Maintaining your plastic waste pyrolysis system prevents downtime and maximizes annual oil production. Professional engineering support helps you scale your recycling business effectively. This ensures that your facility remains a leader in the global energy transition.