On March 27, 2026, the MJ-15 Pyrolysis Plant for Sale to Africa was shipped from Mingjie’s factory. We used four 40HQ high-cube containers to transport the pyrolysis reactor, cooling system, dust removal system, and accessories.


For equipment accessories, consumable parts, operating manuals, and other materials, Mingjie staff will check each item against the order list. From the overall quality of the machine to the smallest parts, Mingjie Group ensures the quality of shipped products from the source through rigorous pre-shipment audits.
Subsequently, on April 2nd, the pyrolysis plant is loaded into specially designed containers and arrived at the port on schedule.


Custom Pyrolysis Plant for Sale to Africa
The MJ-15 Pyrolysis Plant for Sale to Africa is a batch pyrolysis unit with a daily processing capacity of 15 tons. The African customer requested customized pyrolysis equipment to suit local conditions. We equipped it with a dust removal system that meets EU standards and complies with international environmental emission standards.
The MJ-15 Pyrolysis Plant for Sale to Africa utilizes mature batch pyrolysis technology. It features stable operation, simple maintenance, and high resource recovery efficiency. Mingjie Group is a professional pyrolysis plant manufacturer, providing one-stop carbonization and pyrolysis solutions to global customers. We support complete non-standard customization of pyrolysis plants based on customers’ different raw materials, emission requirements, and project sites.

For Mingjie Company, shipment is not the end, but a new beginning of service. After the customer receives the pyrolysis equipment, we dispatch technicians to assemble and debug it. Customer trust begins with product quality and ends with delivery service. From order placement to finished product shipment, we consistently maintain stringent standards throughout the entire process.
Importance of Pyrolysis Equipment
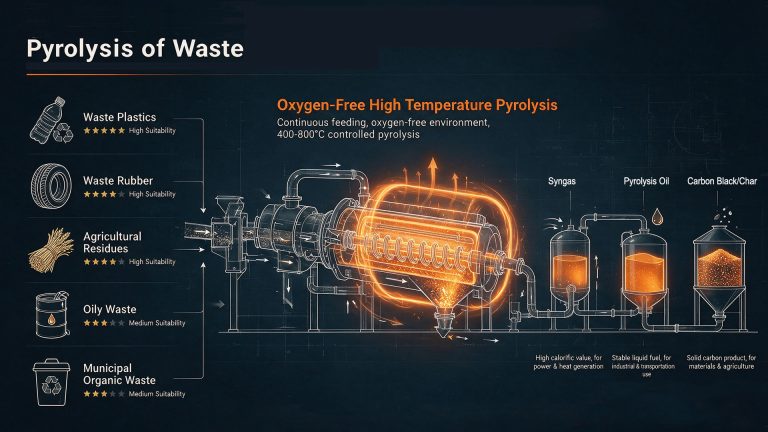
In an environment of green and low-carbon production, traditional incineration and landfill treatment methods are outdated. Pyrolysis equipment, as a preferred solid waste treatment solution, relies on the core technological principles of anaerobic pyrolysis, energy self-circulation, and molecular reconstruction. It is widely adaptable to the treatment of various materials, including biomass, waste rubber and plastics, industrial solid waste, municipal organic waste, and oil sludge.

The plastic pyrolysis plant can also be equipped with an intelligent control system, enabling one-button start/stop, automatic temperature control, automatic feeding, and slag discharge. The entire process requires no frequent manual operation, significantly reducing labor costs. The pyrolysis equipment operates under sealed negative pressure, eliminating safety hazards such as open flames, deflagration, and material leakage. Simultaneously, the pyrolysis system can monitor key data such as temperature and pressure in real time, ensuring an extremely high level of operational safety.
Environmental Advantages of Pyrolysis Equipment
Environmental compliance is the core competitiveness of Pyrolysis Plant for Sale to Africa. It solves the industry pain point of excessive pollution from traditional treatment equipment.
The pyrolysis machine completes the pyrolysis reaction entirely in a closed, oxygen-free, low-temperature, and controllable environment. It blocks the synthesis pathway of highly toxic pollutants such as dioxins and heavy metal fly ash at the source. Dioxin emission concentrations are far superior to EU and domestic industry standards, and nitrogen oxide and sulfide emissions are reduced by more than 60% compared to traditional incineration equipment.
Simultaneously, the Pyrolysis Plant for Sale to Africa adopts a negative pressure closed-loop operation design, with no waste gas leakage and no dust dispersion. The pyrolysis reactor, coupled with a matching flue gas purification system, can achieve zero emissions that meet standards. Compared to traditional incineration and landfill processes, pyrolysis equipment does not require complex end-of-pipe treatment equipment. This significantly reduces the risk of environmental remediation and is compatible with stringent environmental regulatory policies in various regions.